












In a typical home engineering workshop progression, you buy a bench vise, some hand tools, and possibly a bench grinder. After you buy a small pillar drill then comes a big leap — buying a centre lathe.
Along the way you acquire more small tooling, drills, turning tools, etc. You make many useful items and produce a fair bit of scrap.
But then you find the lovely pieces you are turning out on your lathe require other features, especially holes more accurately positioned than you can mark out and drill on your pillar drill. As good as you have become with a file, that flat section needed on the shaft really needs to be machined. And how are you going to make a slot for that keyway?

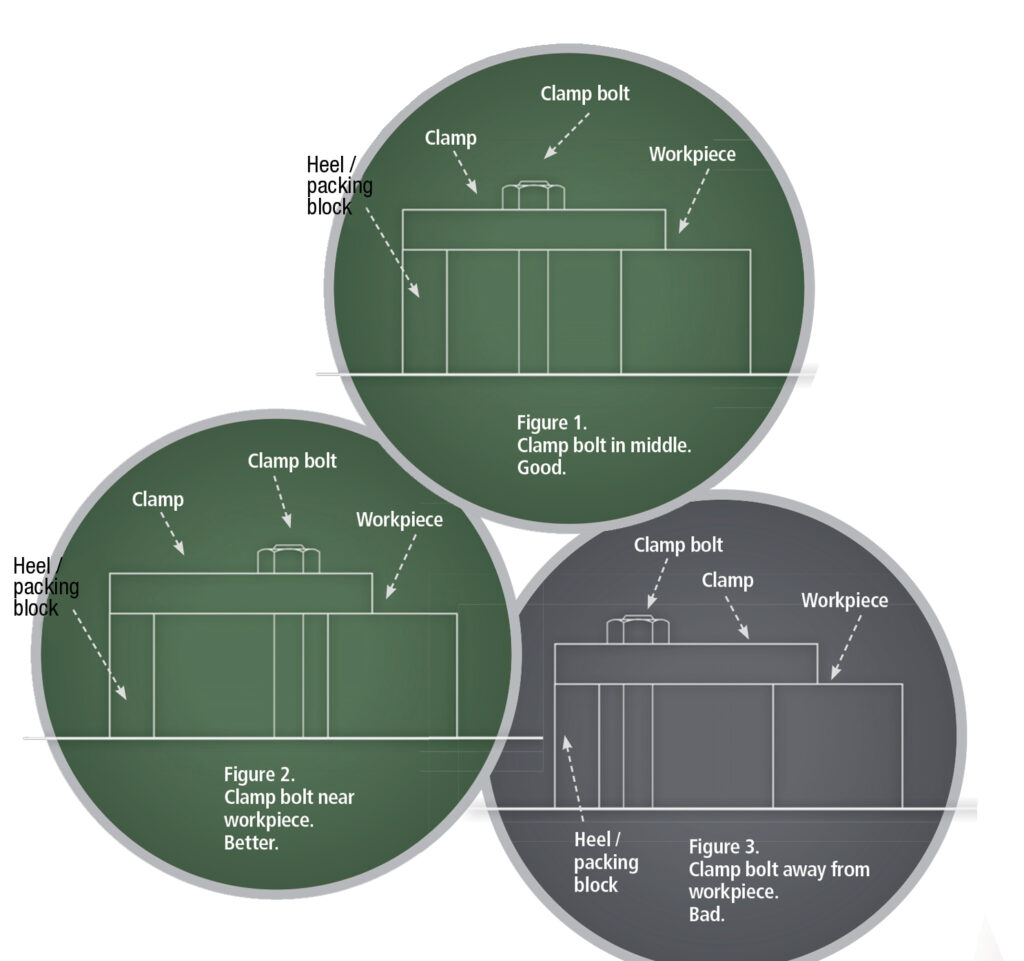
Once your component is securely clamped (see “Showing restraint” Part 2, www.the-shed.nz), ensure the cutting tool is held correctly in its chuck or collet holder, keeping tool overhang or stick-out to a minimum. Being rigid and stable applies as much to tooling as it does to the workpiece. Drill chucks are NOT designed to take side loads induced by milling and are exclusively for drills. Milling cutters should be held in a collet chuck or other suitable holder.