











Making Damascus steel is a true skill and the patterned finish really adds style to any knife. These knives are rightly famous for the keen edge they can be sharpened to and the length of time they retain that edge.
But how do you get those distinctive patterns the same each time and do that consistently? Well, we have found a knife maker who can do just that. Matt James has been making Damascus steel since the late 1990s and now does so from his well-equipped and spacious workshop.

Making Damascus steel is a true skill and the patterned finish really adds style to any knife. These knives are rightly famous for the keen edge they can be sharpened to and the length of time they retain that edge.
But how do you get those distinctive patterns the same each time and do that consistently? Well, we have found a knife maker who can do just that. Matt James has been making Damascus steel since the late 1990s and now does so from his well-equipped and spacious workshop.

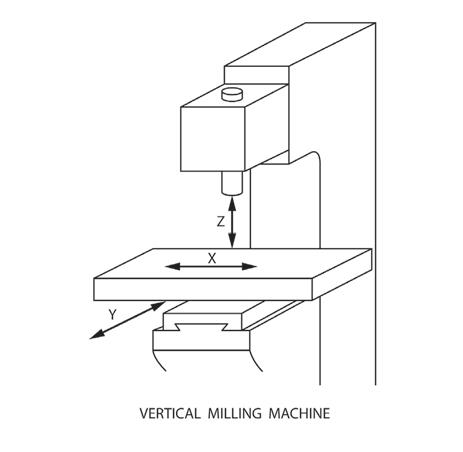
In Part One of this series on the milling machine we put the milling machine in the workshop and had it levelled. Before you use the machine, it is important to check the alignment of the spindle. Then comes understanding the importance of preparing the workpiece. Work to be milled or drilled on the milling machine has to be set up so that it does not move during the job. This is one of the most important things you can do if you don’t want an important component or workpiece to end up as scrap because it moved.