

















I have constructed this project to demonstrate the concept of modular design for a set of drawers.
A modular concept allows you to design drawer space to fit your needs. You can add on or change the layout to suit, or you could mix them with shelves to make up modules to fit an awkward space or just to express your creativity.
The modern incarnation of the chest is the blanket box which sometimes doubles as a seat so it needs to be strong enough to support weight as well. This project is no more than a box with a lid and base. Dowels are the primary jointing method throughout and the top and base use a floating panel within a frame. There is also a small sliding drawer which is also dowelled together.

My wife, Rosaleen, loves to cook, and will happily spend an afternoon in the kitchen cooking meals to be frozen and given to our daughters and their friends whenever the need arises or opportunity presents.
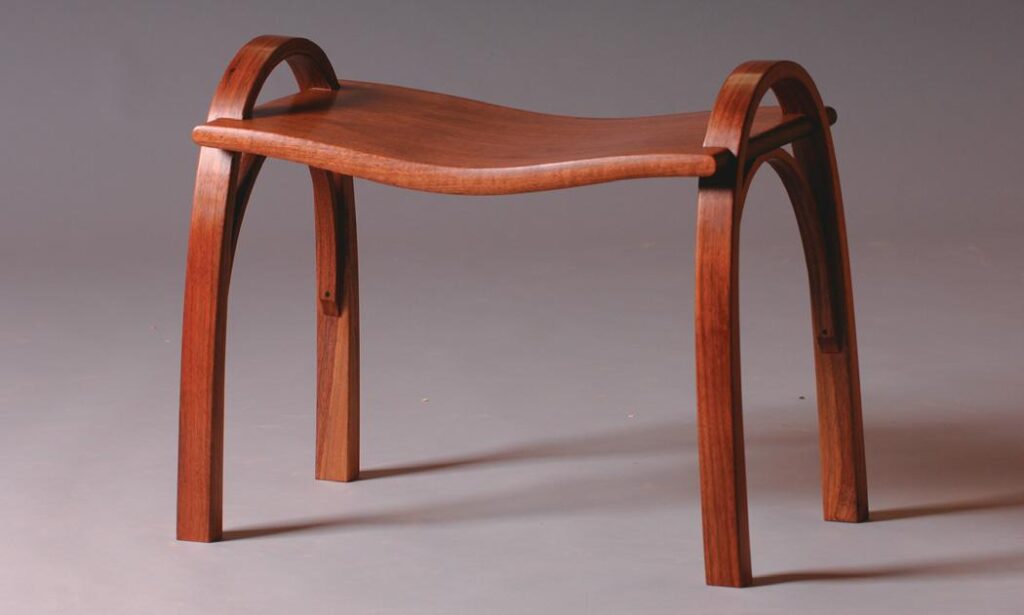
However, arthritis makes standing in one position for long periods difficult for her. She wanted a stool for the kitchen, but ours is a galley-style layout and quite narrow. It’s wide enough for one person to walk past another working in the space, but the presence of a stool would present a major obstacle. “Why don’t you invent something?” she said.
I love a challenge like that.