
























There’s a real treat for knife makers in the September/October Issue No. 92 of The Shed.
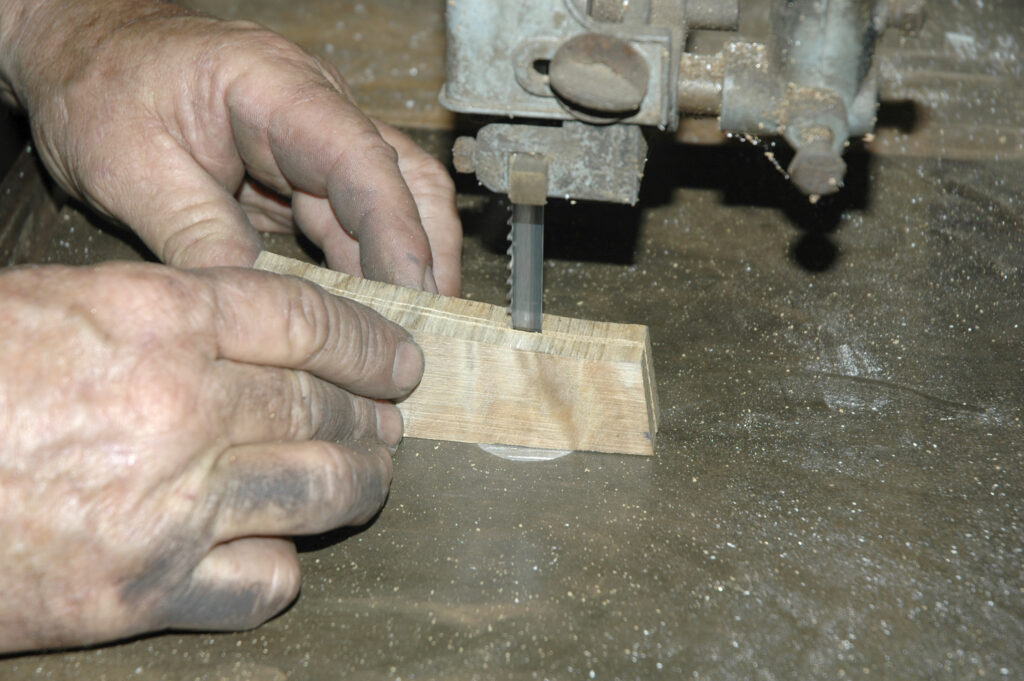
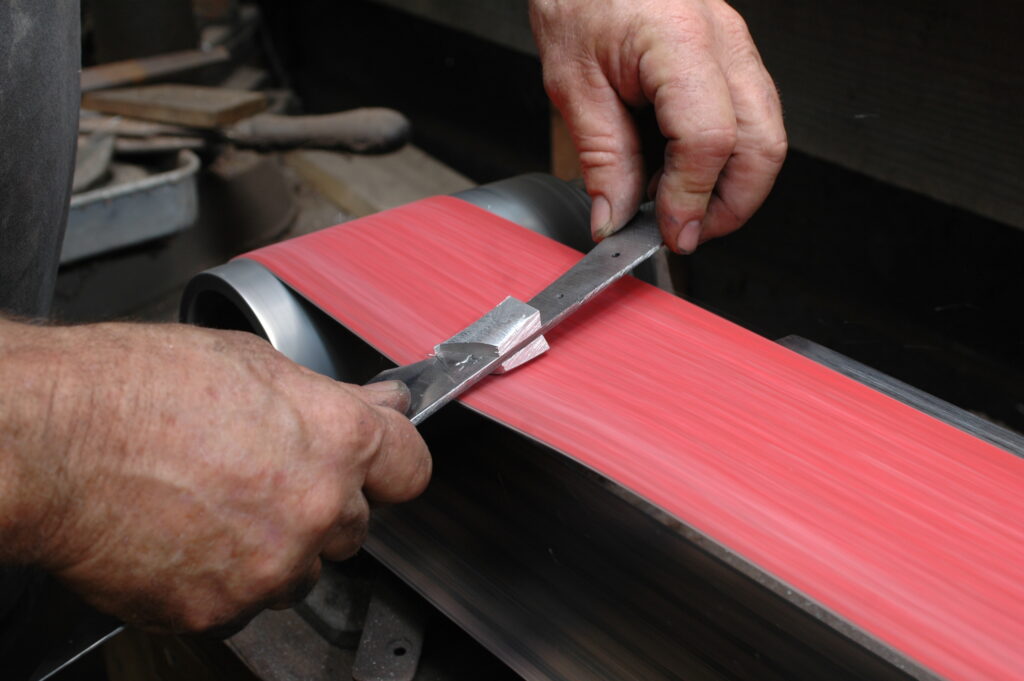
We head to the Auckland workshop of master knifemaker Brent Sandow to get insights into what makes him such a well-regarded exponent of the art. We watch and learn as he goes through the steps on how he makes a Springbok Hunter knife.
Get ready, secrets are shared.

The design for this article is my everyday carry knife, a four-inch (100 mm) dropped hunter—an all-round knife whose blade is ample, large enough to skin that buck and small enough to carry all day without getting in the way.
Good news, the Auckland Blade show is back on again this spring. Same location, 545 Parnell Road, Parnell, Auckland and this year it’s on the weekend on 12 & 13 October. See their poster for more info.
The Shed will see you there.