

























This story comes about because of a mishap with my trusty car ramps which I had for more than 20 years. They were a clever pressed-steel design, a product of Spedding Ltd, one of the country’s original importers and wholesalers who took on manufacturing as a response to the import restrictions and import licensing laws of the time.

In The Shed issue 78, May/June 2018 we meet two Sheddies who are restoring, preserving and upgrading valve radios. We head to Whanganui to meet Graham and Val Hawtree who are avid vintage radio buffs then to Retro Radios in Dannevirke who restore valve radios bringing most into the 21st century with Bluetooth and USB upgrades.

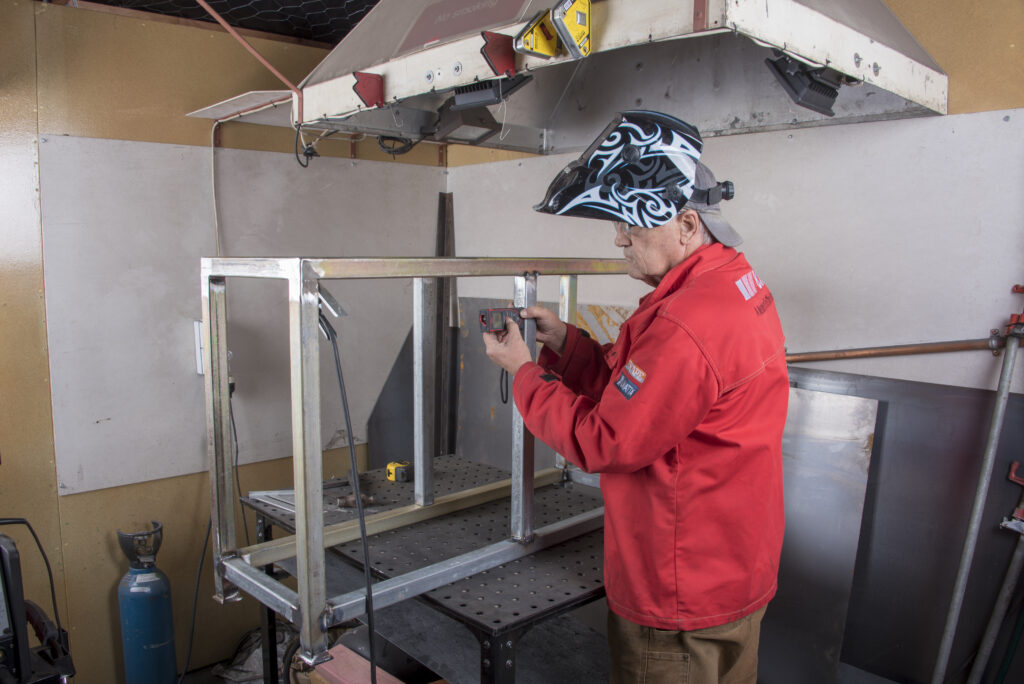
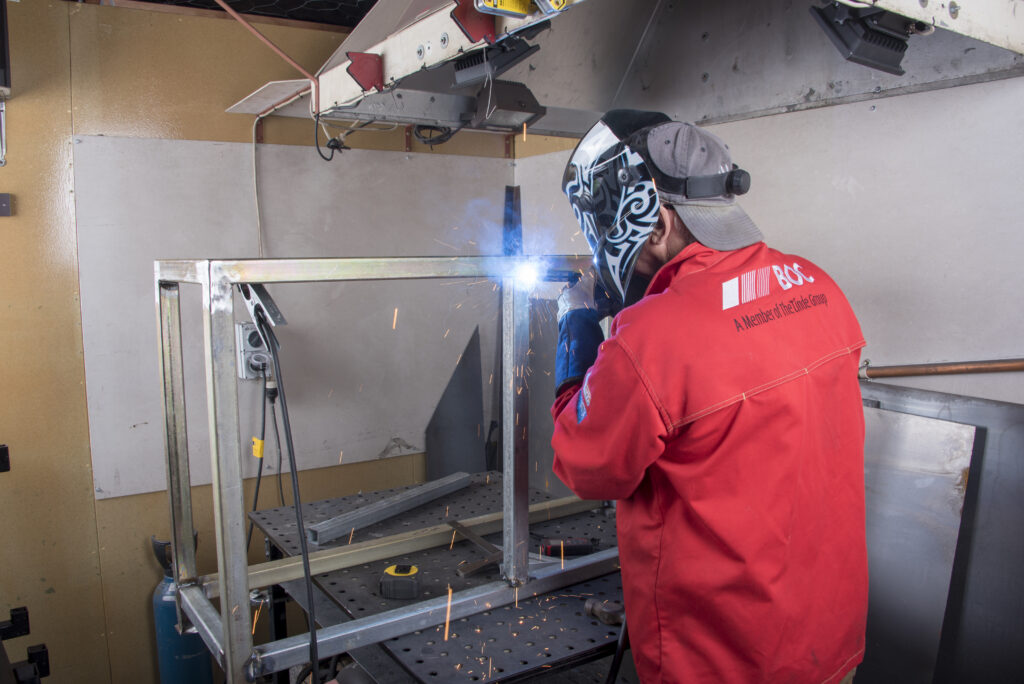
Long before MIG welders or fancy plasmas came onto the scene, the art of welding, cutting, and brazing was to work with gas. The hire or exchange cylinders used by sheddies invariably were oxy/acetylene as this was one of the most common processes for welding, cutting, or brazing.
But there is an alternative–liquefied petroleum gas (LPG) and oxygen. This combination can be used for heating, bending, brazing, soldering, silver soldering, and flame gouging to name just a few applications.