












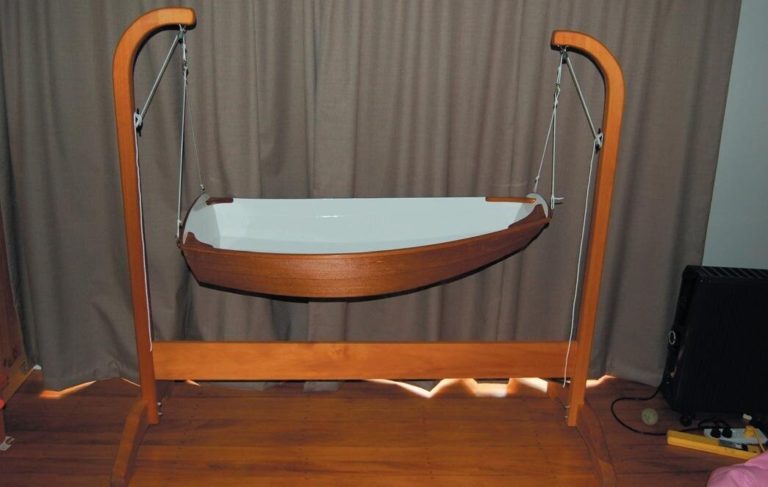
When I got the news that I was going to be a father of a baby girl I thought that maybe I could get out of redecorating the baby’s room if I embarked on a special project under the house.
The idea of building a cradle boat was inspired by photos in an old magazine so I went bought a copy of The Expectant Father’s Cradle Boat Book. But the boats were either very basic or so intricate I’d be lucky to finish it in time for her 21st birthday.

The miniature Land Rover is called a Toylander and two lucky grandsons in Australia will soon be taking delivery of a toy that most kids only dream of. Toylander is based in the UK and sells plans and kitsets for a variety of vehicles. Graham came across their website and bought a set of Land Rover plans on impulse, thinking he could knock one up for one of his grandson’s birthdays.
Rather than being a quick job, the project got under his skin and became a bug that has seen the house renovations put on hold, the new shed delayed and a couple of birthdays slip by in the year and a half it has taken to complete.
Although the Toylander plans are comprehensive and highly detailed, Graham’s version has gone far beyond the basic instructions.