Take a close look at the technology of drills with an expert, Kevin Donovan, General Manager, Patience & Nicholson

There are so many varieties of building and engineering materials available these days it is likely that you will need a variety of drill bits in your workshop.
There are always a number of holes required to complete your projects at work, or more importantly those underway in the shed. We are going to cover some of the common products that are readily available from most DIY hardware stores and industrial suppliers, and also some items that you may have to ask for, or even
visit a specialist cutting tool supplier like Trade Tools to find.
High-Speed Steel (HSS) jobber drills are the general-purpose drill bits that we are all most familiar with. However, there are even quite a few types and options available in the HSS range. By the way, High-Speed Steel does not mean “run the drill bit as fast as possible” which is what some users seem to think. It refers to the raw material which in the case of our locally made product is M2 grade steel which is manufactured in Europe.
Excellent raw materials and manufacturing processes are very important when producing high-quality industrial drill bits. The best manufacturers take great care to select the right grade of steel and then produce the drill by grinding the flutes and points into a hardened drill blank. This is known as GFS
technology (ground from solid).
Many of the low-quality, low-cost drill bits that we see cluttering up the shelves in local stores are produced with very old extrusion technology (the flutes of the drill are extruded or twisted into a soft blank) and are made from carbon steel or very poor quality HSS. You will generally notice the difference when you try to drill a piece of steel – the carbon steel will not cope with the same extremes of friction or temperature caused by the drilling process and the cutting edge will quickly break down and require resharpening or replacing.



Standard jobber
Standard jobber drills are available in a range of metric sizes from 0.35mm through to 13mm (by 0.5
and 0.1mm rises) and imperial 1/16 inch to ½ inch.
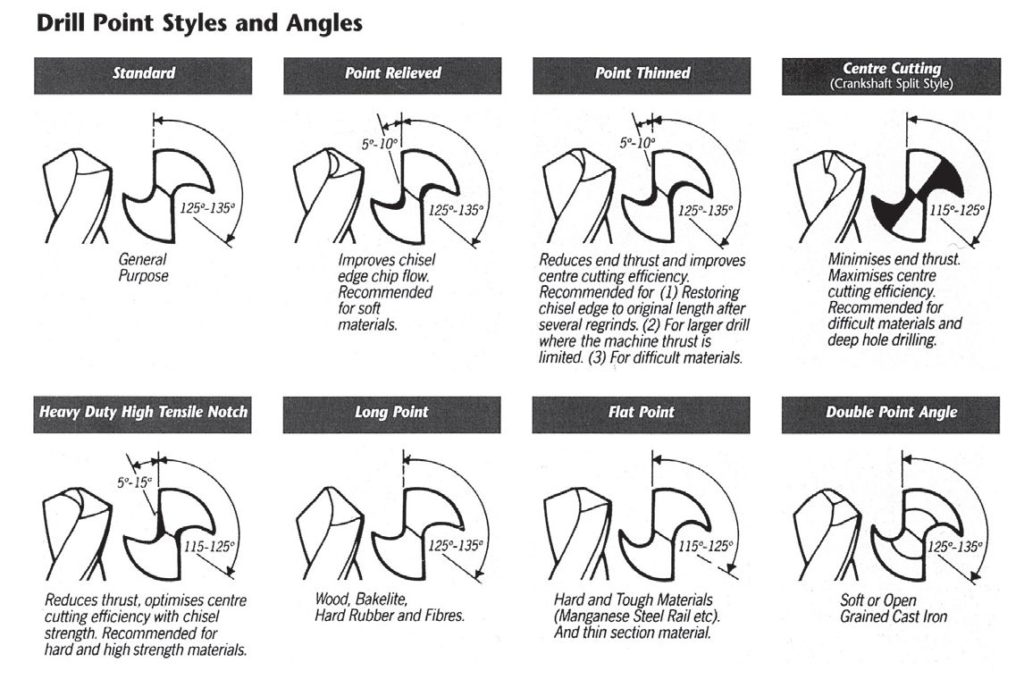
The most common in New Zealand has a general-purpose point sharpened to 118˚ and has a shiny silver finish or a blue/black surface finish. The silver finish is recommended for general purpose drilling of ferrous and non-ferrous materials. But it is particularly suited to materials such as aluminium, brass, and non-abrasive die-cast materials because the shiny smooth surface resists the build-up of material on the drill.
The black/blue finish is more suited to tough or abrasive materials such as cast iron, high-tensile steel,
stainless steel and some abrasive plastics.
The black finish is a result of a steam tempering process that produces a very hard-wearing resistant ferrous oxide surface. Ferrous oxide sounds tricky but it is actually a form of rust that slightly pits the surface of the drill allowing better bonding with lubricants and coolants. The black/blue finish will cut through aluminium and brass but it is not ideal for repetitive operations as it tends to build up on the surface of the drill.
Cobalt jobber
Cobalt jobber drills are similar to the standard jobber drill but ground from solid cobalt-alloyed high-speed steel. Cobalt drills are used in tough materials such as cast iron, cast steel, stainless steel, bronze, or even welded seams. They have a 135° split point which makes it easier to start the hole, a slower 25° helix angle, and a heavy web diameter which makes the drill tougher and therefore able to cope with higher feed rates.
The main benefit of the five percent cobalt is its high resistance to heat which gives far greater tool life than standard drills. We use a lot of stainless in New Zealand and we all know it is notorious for breaking down the sharp-edge cutting of cutting tools, so any of you who have had trouble should give them a try.
Titanium Nitride
Titanium nitride is the gold surface finish that has been around for quite some time. Unfortunately, TiNite coatings have had a bit of bad press due to the number of “buy one, get one free” type drill sets that come out of Asia. These are a fairly low-quality drill bit and the coating is more for looks than anything else.
To get the full benefits of TiNite coating you have to start with a good quality ground tool first. If you buy a TiNite coated drill from a reputable manufacturer you will get a product with a very hard surface coating (80 Rockwell “C”) that protects the cutting edge from abrasion and heat, prolonging the tool life greatly.
TiNite drills are ideally suited to continuous or repetitive machining applications where you can use substantially higher speeds and feed rates.
You will get a superior surface finish of the hole, and up to six times the life of an uncoated tool for approximately two-and-a-half times the price.
Stub and panel
The most popular stub and panel drills are the double-ended panel drills which are mainly used to drill holes for rivets in flat or curved panels.
Panel drills are shorter than jobber drills for increased rigidity, have a very short flute, and are only suitable for shallow holes no deeper than 1¼ times the drill diameter. They feature a 135° self-centring point angle which reduces jamming at the breakthrough of thin materials and means you don’t need a centre punch to get them started.
Stub drills are similar in length to a panel drill but have a longer flute length and 118° point angle.

Reduced shank
As the name reduced shank drills suggests, the shanks of these drills are reduced to either 3/8 or ½ inch to allow us to drill holes up to 32mm using a drill chuck that we are all likely to have in the shed.
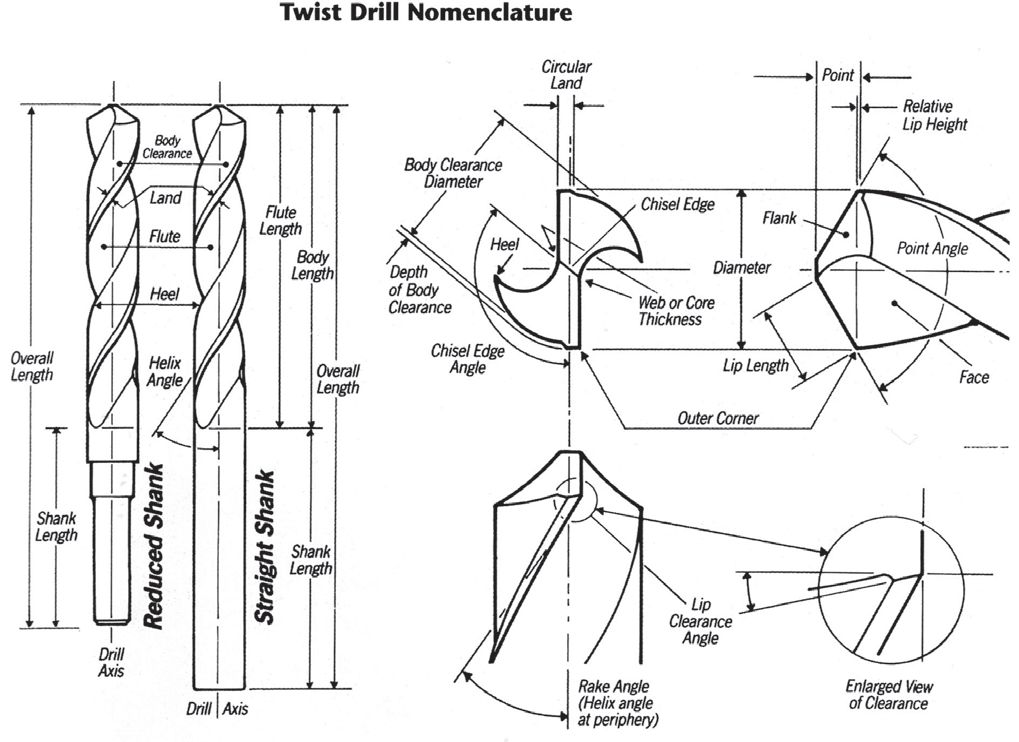
These drills are often used to open up existing holes. One of the most common mistakes you can make is not lining up the drill dead-centre with the existing hole and causing chipping of the cutting edge. The preferred option is a small pilot hole. As a rough size guide, try to keep the pilot hole size down to about the size of the chisel edge.
This will make things easier for you and for the drill bit.
Masonry
We have a rather strange measuring system for the length of masonry drills which we inherited from our mates across the Tasman. There are three main lengths: SF – standard fixture (short); SB – single brick
(medium length will drill through a single brick, now 150mm); and DB – double brick (will drill through double cavity brick wall, now 400mm).
These are a general-purpose masonry drill, manufactured with a fluted steel body with a carbide tip brazed in as a cutting edge. They should be run at a low speed with plenty of feed pressure. The carbide tip has a negative rake angle to cope with the hammer action of the drill. The drill will last longer if you allow it to cool a bit between holes. Lift it out of the hole regularly to clear away the abrasive masonry dust. Never cool
the drill with water as the carbide tip is likely to crack.
Glass and tile
Glass and tile drills also have a tungsten carbide tip which is more of a spear-point design. This makes them suitable for drilling more fragile materials. These should also be run at a very slow speed. If you are having problems with the drill bit slipping, a bit of masking tape over the area you wish to drill can be helpful to get things started.
Wood bits
Wood bits are often referred to as a brad point or w point drill. The point is designed to break through the workpiece smoothly, cutting clean holes for dowels in wood and composite materials. The wide flute shape is designed for improved chip removal.
Drill sets
There is a vast range of drill sets available and most DIY retailers or industrial supply stores offer a variety of quality and price options. We laughed recently when we read a so-called expert in another magazine suggesting you can get a good set for $10. We doubt that. It will probably be a low-quality carbon steel in a
cheap plastic case, which is great for getting angry with when you’re halfway through a job.
A good set should cover the size range you most commonly use and have a case designed and built with quality metal or ABS plastic to withstand the rigours of shed life and make it easy to see if anything is missing.
A quick guide to selection: take a look at the flutes of the drills to see if they are smooth and even, and make sure the points look and feel sharp. Drill bit manufacturers have Research & Development departments busy developing new designs and trying various surface coatings to improve the performance of general-purpose
drilling, and also for very specific materials and applications. Some of the most difficult drilling jobs that we encounter can be resolved easily if we are aware of and select, the right product.
In our own range, we have Long Series drills, Taper Shank drills, Carbide drills, Centre drills, CNC Stub drills, Black Magic drills, Deep Hole drills, Spotting drills Multipurpose drills and more.
There are a variety of new surface coatings like Titanium Carbonitride (TiCNite), Titanium Aluminium
Nitride (AlTiNite) and more. There is plenty of information on all of these along with useful feeds and speed and technical information on the ExpertTool System available on the Sutton Tools website,
www. sutton.com.au


