



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


There are several New Zealand-designed and created fishing kontikis on the market but when I thought about having one, I wasn’t going to buy it.
I had the ability, so I did what any good Kiwi would do, I decided I would make one myself.

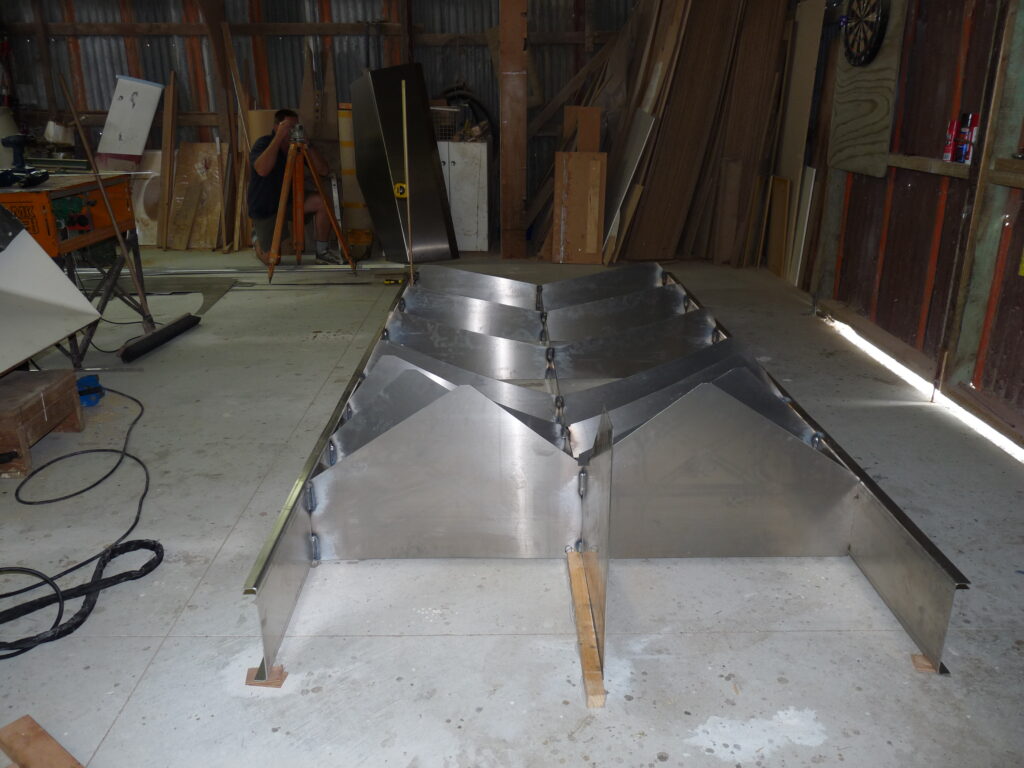
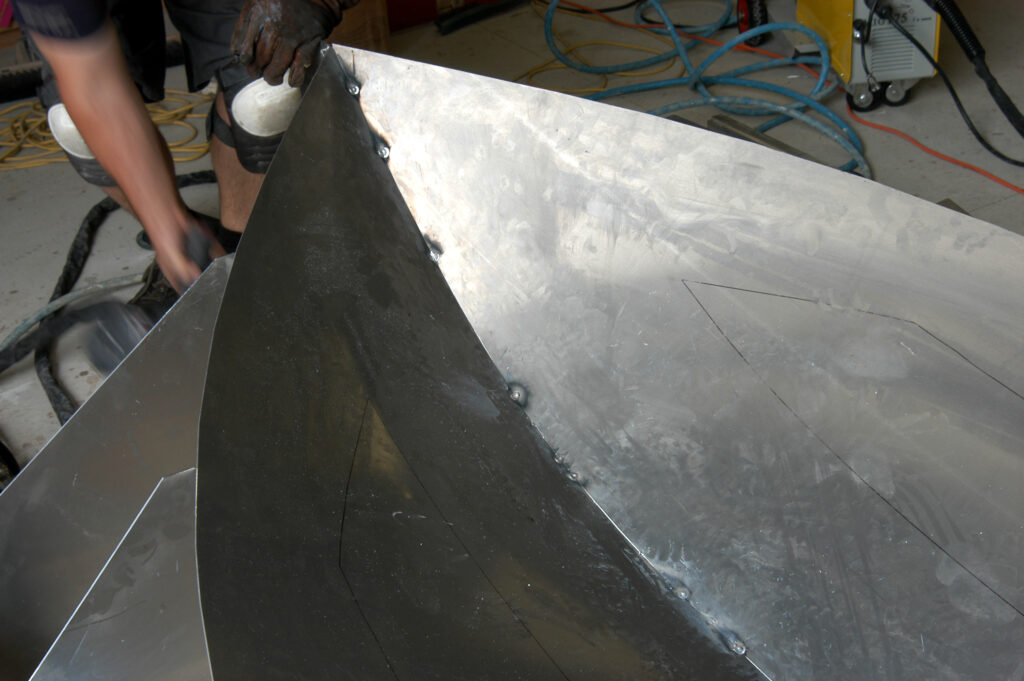
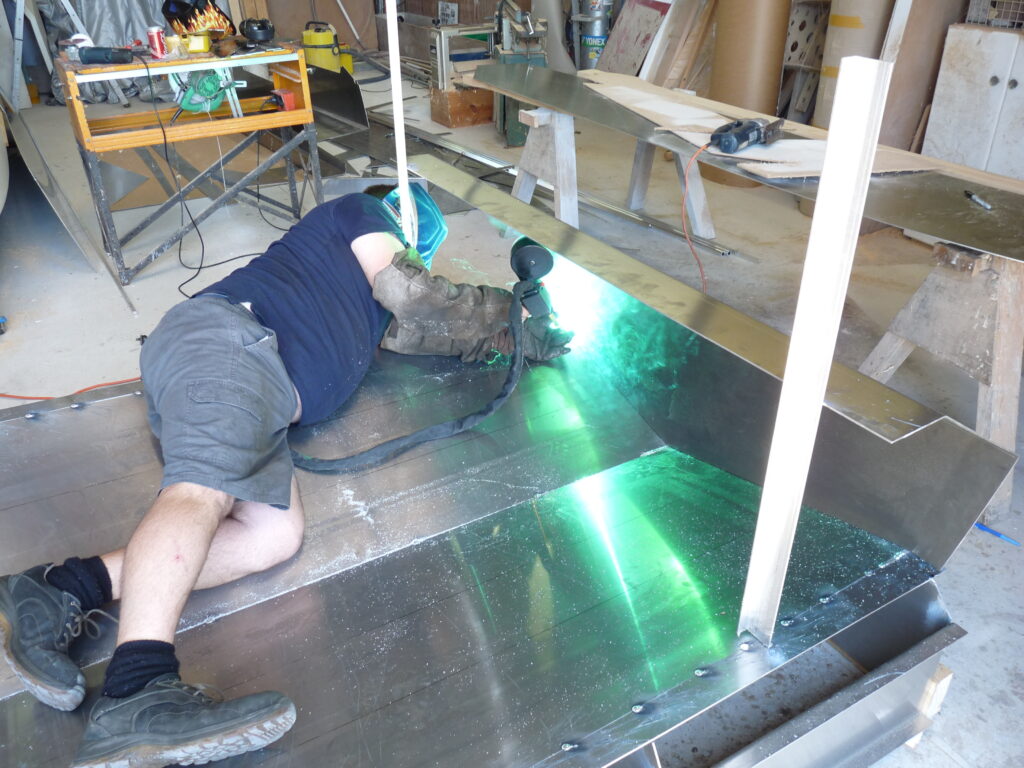
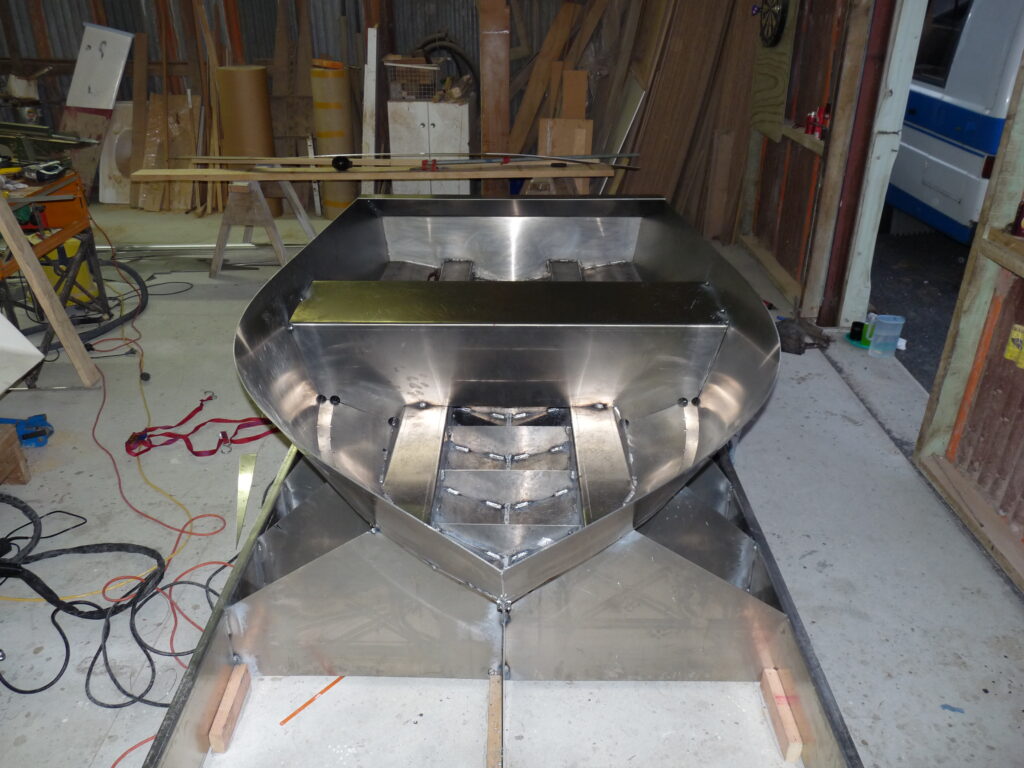
To build it, I concentrated on the advice of most waka ama advocates: that the canoe should be made of locally available materials, quick to assemble on the launching area and very cheap to make.
This waka cost me less than $200 by using recycled material and left-over house paint for the finish. I did not work from plans but used a cardboard model that I made as a guide. The waka takes less than two minutes to assemble after we take it off its trolley.
In New Zealand, knife-making is increasing in popularity year by year. If the recent Auckland Blade Show was anything to go by, this pastime is now a full-time career for a large number of sheddies and of enormous interest to the general public. The hundreds who came through the doors over the two-day event are evidence of knife-making’s huge growth over these past few years.
Who are these knife-makers; what separates and what inspires them? Where are they, and what knives and blades do they create?
We’ll soon know more because in this issue of The Shed we profile 36 of NZ’s finest. Read our Who’s Who and Where’s Where in this issue in an extensive rundown of our 36 best Kiwi knife-makers.