By Rob Bentley
Building an acoustic guitar is a very satisfying project that is within reach of most people with a modicum of woodworking experience. I have speed-built a guitar within a week, but for a more considered approach it is more usual to take three to four weeks. Most tools required are in the general woodworking shop; some simple ones that are luthiery-specific can be easily made or adapted from other tools. Access to a thickness sander is almost essential, but with patience there’s not much that can’t be achieved by planing/scraping/sanding.
Photographs for this article are from student guitars built during the acoustic guitar building courses at the Centre for Fine Woodworking, and also from previous guitar builds I have completed.

Tonewood selection
Tonewoods are named for their ability to contribute their own tonal character to the sound that your guitar produces and should be selected to suit the overall sound that you are looking to produce from your guitar. Traditionally the back and sides are made from the same timber (usually a dense hardwood). Commonly used exotic woods for back and sides are East Indian rosewood (bias towards lush dark tones), mahogany (brighter than rosewood, quite punchy sounding), maple (can sound a bit thin and trebly) and walnut (somewhere between mahogany and rosewood). Native NZ timbers could also be used if you can find a wide enough quarter-sawn plank. For example matai, totara or even rimu can make a fine sounding guitar. The guitar soundboard or top is from resonant softwood such as spruce or cedar. There are several species of spruce, all with slightly differing qualities and prices.
Sitka or Engelmann spruce are the most commonly available species of spruce from luthiery supply companies, and these will produce a top-quality instrument. Adirondack or Red spruce was used on highly sought-after pre-war Martin guitars, and is considered by some to be the best spruce for guitar tops, but it is getting rare (and therefore expensive, and somewhat variable in quality).
The indications about how these woods sound is a bit of a generalisation, and the way that the guitar is built (size, bracing, wood thicknesses) and the skill of the luthier in using the qualities of these woods also play a major part in the final sound.Other important points to make about the tonewoods is that ideally they should be perfectly quarter-sawn (grain lines at right angles to the surface), air-dried, and bookmatched. For a first guitar I would recommend mahogany for the back/sides and sitka spruce for the top.

Building up the guitar mould


1: Template 2: Checking fit of sides of mould
Guitar design
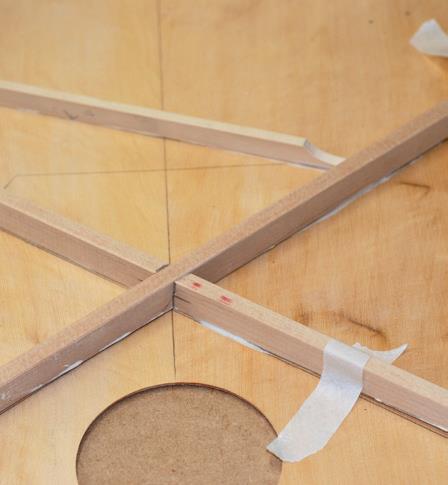
The guitar we build on the Centre For Fine Woodworking course is a small-bodied guitar ideal for fingerstyle playing or strumming. The body of the guitar is built up in a mould made of layers of 18 mm MDF which are accurately copy-routed to a master template defining a half outline of the guitar, then screwed together on a baseboard, working to a clearly marked centreline. Use parcel tape to cover the area of the baseboard that will be under the heel and tail blocks, and also run a strip up the inside wall of the mould on the centreline to avoid glue squeeze-out sticking the sides to the mould.
Prior to building, also make an accurate template out of 4 mm ply that defines the outline of the body shape and on it mark all important dimensions from your plan: centreline, centre of soundhole, soundhole dimensions, rosette dimensions, bracing, and also where the bridge plate, saddle and bridge pins will be. Throughout this article, the words “strut” and “brace” for the support strips of timber are almost interchangeable, although it is conventional to consider the back to have struts and the top braces.

Trimming side to fit
Preparing the sides
Blanks for the sides are normally cut to approximately 820 mm long by 110 mm wide, and at a thickness of 3-4 mm. They are bookmatched pieces of wood. It is important to mark them in some way to ensure that the bookmatched sides are on the outside in order to get a visually pleasing match up at the bottom of the guitar.
The side to which the soundboard will be glued is planed flat. The edge that is going to be glued to the back is not straight, as the guitar body is thicker at the bottom (tail) than at the heel (where the neck joins the body). This lengthwise taper is not even; there is a high point at the waist, which helps spring the back into a lengthwise arch. Also, when the back has struts glued on, these also have an arch in them. The crosswise and lengthwise arches combine to give the back a slight domed shape, and the guitar is shallower at the heel end than at the tail end. Because of this the sides have to be shaped to accommodate the dome of the back, resulting in the sides being trimmed lower at the outer point of the curves of the upper and lower bout of the guitar, and being tapered lengthwise. Taking measurements from plans or from an existing guitar of similar body style will serve as a good approximation that can be refined later when fitting the back. When taking measurements, remember to take into account the top and back thickness to get the width for sides or you will end up with a guitar that is approximately 5 mm thicker overall than planned. Once you are happy with the measurements, draw onto the side blanks and bandsaw off the excess.
Sides are thicknessed to 2 mm; a thickness sander is ideal. Running wood to this thickness through a thickness planer is not really viable, there is too much danger of the spinning blades flexing the wood to the point that it breaks.




1: Clamping Tail Block 2: Gluing in heel block, note cutout start of mortise for neck 3: Dry fitting kerfed lining to trim to length 4: Back reinforcing strip 5: Back struts and notches in reinforcing strip 6: Gluing on back struts prior to vacuum bagging
Bending the sides
Make a half guitar template out of 18 mm ply that is 2 mm smaller all around than the outline of your guitar. Bending the sides involves developing a feel for how the timber you are using will respond to heat and moisture. Some practice using narrower offcuts is a worthwhile investment of time and effort. We use an aluminium heating block supplied by one of the luthiery supply companies. It is possible to get by using a blowtorch and some steel pipe clamped in a vice but aside from obvious safety issues, it is difficult to regulate the temperature so that the wood doesn’t get scorched (this will need heavy scraping/sanding to remove, bearing in mind that you only have 2 mm of wood to work with).
I normally start bending the sides at the waist of the guitar. Mark with pencil on the outside face of the sides where the waist of the guitar will be, moisten the wood with a spray bottle, and place the side on the hot bending iron, move the side to and fro on the hot iron to distribute the heat and moisture. Apply light pressure with a hand either side of the hot iron, and increase the pressure slightly as the top surface of the wood starts to steam and dry out. At this point the wood starts to feel more flexible or a bit plastic. Don’t try and force things to get the curve for the waist done in one fell swoop. It usually takes three to five applications of water and reapplication of heat to get the curve right.
Some moisture is essential to the bending process, too dry and the wood becomes more brittle, too much and the heating iron cools down and the wood doesn’t reach the point where the lignin fibres can slide over each other. Once the waist curve fits the template, you can flip the side over and start moving around the curve of the upper half, then the lower half. It is tempting to try and rush things, but accept that it will take some time initially (several hours). It is important to get an accurate fit to your template as this will define the outline shape of your guitar.






1: Linings glued in 2: Shooting edges in the soundboard 3: Gluing while weighed down 4: Back struts glued on and being tied up 5: Trimming the reinforcing strip 6: Circle cutter practice
Fitting sides to mould
The guitar will be built face down, so place one bent side into the mould with the straight soundboard edge facing downwards. The side should be a fairly snug fit to the sides of the mould. Any major discrepancies might need a bit of tweaking on the bending iron to ensure a good fit. Clamp this side in the mould and transfer the centreline (at both ends) from the baseboard to the inner surface of the side. Remove the side, square the line across and trim to the line with a razor saw. Repeat for the other side. Both sides should now be a snug fit in the mould.



1: Mini router plane to ensure even depth of cut 2: Bending rosette material 3: Dry fitting rosette 4: Soundhole cut out 5: Alternative rosette 6: Alternative rosette 2
Making and fitting heel and tail block
The Heel block (at the neck end of the body) dimensions are 70 mm wide by 50 mm long, and depth to suit the guitar being built. It is best to make them over-deep by 5 mm or so in order that the edge that the back is glued to can be planed to suit the arch of the back. I usually laminate two longer pieces of wood together to give an overall thickness of 70mm, then square up and use the tablesaw to cut off 50 mm lengths to make several blocks at a time. The heel block is drilled (6.5 mm dia) on a drill press to maintain square with two holes to receive the neck bolt. I also remove some material on the bandsaw to create a rough mortise that will later be trimmed by hand to receive the tenon on the neck.
The heel block is glued onto the sides such that the end grain of the heel block is the glue surface. This is not a particularly strong way of joining wood, but there are also two bolts running through it into the neck and the top and bottom surfaces are also glued so there is plenty of strength. Prior to gluing, the glue surface of the heel block is planed to give it a curve to match the outline shape of the guitar. Dry-clamp the heel block into position and check that the centreline of the block matches up with the centreline of the baseboard, the block sits down flat on the baseboard, and the curve planed into the glue surface is accurate and a good fit to the sides/mould. If all is OK, remove clamps, apply glue (Titebond or similar) and clamp back in position. Clean up excess glue with a damp cloth.
Using the two predrilled holes in the heel block as a guide, drill through the sides from the inside.The tailblock can be made of plywood, or a 3 ply laminate of spruce or similar, normally about 60 mm wide, and 18 mm thick, and about 2 mm greater than the depth of the guitar being built. This is shaped in a similar way to the heel block to match the outline shape at the tail end and then glued in, ensuring it sits down flat and tight against the baseboard of the mould.


1: Using cabinet scraper to bring rosette flush to soundboard 2: Starting to cut out soundhole
3: Soundboard braces dimensioned to template 4: Glue on main X braces dimensioned to template 5: Glue on main X brace and harmonic bar prior to vacuum bagging
Linings
Linings are glued on to the sides to add stiffness and to give a wider gluing area to attach the back and soundboard. The linings are thin strips kerfed (cut nearly through) at regular intervals. Kerfing the linings makes them flexible so they can be glued on without steam bending. Many wood species can be used, spruce, walnut, mahogany, Tasmanian blackwood. Lining is dry-fitted and trimmed to length to fit between the heel and tail blocks for both halves of the guitar; glue is brushed onto the glue side of the lining and then attached using clothes pegs or small spring clamps. It is important to glue the lining on so that it stands proud of the side by approximately 2 mm, so that it can be trimmed back later to accommodate the back doming. Glue squeeze-out below the lining is dealt with now.
Back and top glue up
Normally the back and top are made from bookmatched pieces of wood, so that the grain pattern runs symmetrically about the centreline. The two halves are edge-glued before bringing the pieces down to their final thickness (for the back approximately 2.5 mm, and for the top somewhere between 2.5 and 3.0 mm). Before edge-gluing, the centre joint is ‘shot’ with a long plane to give a smooth and true edge that can be glued to give an invisible join. For gluing, pressure has to be applied inwards and this can be done using wedges that are tapped in against a rail at either side or by using small nails that are placed just to the outside of the back or top to be joined, and after placing weights either side of the centre join to prevent lifting as pressure is applied, tapping them inwards to push the two halves together closely. Remember to place greaseproof paper or something similar under the centre join to prevent gluing it to the baseboard.


1: Vacuum bag used to glue-on main braces 2: Shaping soundboard bracing around bridge plate
Thicknessing the back
Once the glue has dried, lift off the baseboard, and use a cabinet scraper to remove the larger blobs of dried glue, as it will clog the thickness sander. Run through the thickness sander until the outside face is sanded evenly all the way across. Turn the back over and thickness to somewhere between 2.2 and 2.5 mm. Using your guitar outline template, mark the outline of the guitar and bandsaw the waste off about 5 mm outside this line. The inside surface of the back is scraped and sanded until smooth and the centre join is reinforced with a strip of spruce. This can be made up of 10 mm strips approx 4 mm thick cut cross-grain from the excess soundboard material. It is trimmed to length later so it is made overlong at this stage.
At the CFW we use a vacuum bagging system for gluing on most of the reinforcing and bracing of the back and the soundboard. It allows strong and even clamping pressure without distorting the thin wood. To glue on the strip apply glue to one side of the reinforcing strip and use masking tape to position it centrally over the glue join of the back, insert in the vacuum bag and turn on the vacuum pump, check that nothing has moved and leave to dry. Glue squeeze-out is cleaned up and the centre strip is planed down to approx 3 mm height and shaped so that the top is rounded crossways (using a chisel, small plane and sandpaper).
The back with centre strip is placed on the guitar (be careful to align it with the centreline of the body) and a pencil mark is made at each end of the centre strip at the heel and tail end of the guitar. From these marks transfer the measurements for the inside surfaces of the tail and heel blocks to get the internal length of the guitar. The struts are spaced equidistant in this length, and their positions are marked out on the centre strip. A razor saw is used to cut through the reinforcing strip either side of the strut, and chisel out the waste in order to create a notch in which the strut can sit.
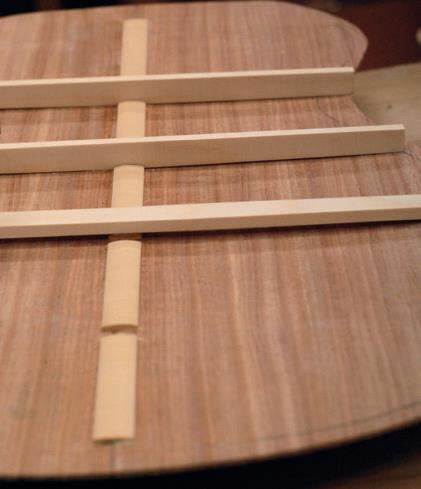
Back struts (spruce, mahogany, walnut) are cut from quarter-sawn stock so that the grain stands vertically in the strut for maximum stiffness. Dimensions are roughly 7 mm wide, by 16 mm high and length to suit the width of the guitar. There are four struts and they are spaced equidistant in the gap between the tailblock and the end block. The struts have an arched glue surface to the back so that they induce a crossways arch in the back when they are glued on. To do this a template is made from 3-4 mm thick ply to the length of the longest strut, the centre point is marked and a curve is drawn on the template to give a 4 mm arch (i.e. the line ends up 4 mm away from the baseline at each end of the strut), and cut to this line using a block plane. This curve is marked on the side of all four struts using a fine pencil, and the strut is planed to the line, ensuring that the glue surface is kept square to the sides of the strut. It is worth writing ‘glue’ on the curved surface to ensure that the strut is used the right way up. Choose a low humidity day to glue on the back struts. The struts can now be glued on in the vacuum bag ensuring that they are square to the centreline. Once dry, the ends of the struts are scalloped (chiselled down to approx 3-4 mm in height), and the top of the struts shaped to give a rounded profile.

Small soundboard braces clamped on
Gluing the back
Place the back onto the sides in the mould. At this stage it will be obvious that the tailblock and heelblock are too high, and also that the scalloped ends of the struts prevent the back sitting down on the linings. Using a sharp block plane, plane down the heel block and the tail block until they are a similar height to the linings, and so that they help support a lengthwise arch in the back. Realign the back on the sides and mark on the side of the guitar where the sides of each strut fall. Using a coping saw cut a notch 4 mm deep through the lining and the side to house each strut end. It is important to go no deeper than 4 mm as the bindings on the guitar edge will be 7 mm deep that will cover 4 mm plus back thickness (2.5 mm). Any deeper and the ends of the struts will not be covered. Refit the back and check that the strut notches are in the correct place and that they allow the back to sit perfectly on the centreline. The centre strip on the back will need trimming to length so that it will sit down between the heel and tailblocks.
Also at this stage the linings will still be slightly high, as will the tail and heel blocks. Use a block plane to trim the top surface of the linings and the blocks to suit the dome of the back and to enable it to sit tight down on the sides. The strut ends or notches may also need tweaking to get the right fit. When the fit is good and the dome of the back is maintained it is ready to glue on. Apply glue to to the surface of the lining, and to the top surface of the heel and tailblock. The back is lowered into place and clamped at the heel and tailblock first (using large 6 mm thick clamping cauls to spread the pressure over the block). Check centrelines, and then clamp around the body, using 30 mm square clamping cauls of thin ply – it is important to position the cauls and clamps so that the clamping pressure comes down onto the lining and the side, rather than too far inboard which will depress the back, or too far outboard which will induce too much arch. Do not overtighten the clamps, they are squeezing down onto the edge of a piece of wood which is only 2 mm thick.
When the glue is dry, remove clamps and ease the body out of the mould. Glue kerfed linings onto the soundboard edge of the sides and once dry, plane these smooth and flush to the top, with a slight bevel upwards to accommodate a slight dome in the soundboard.
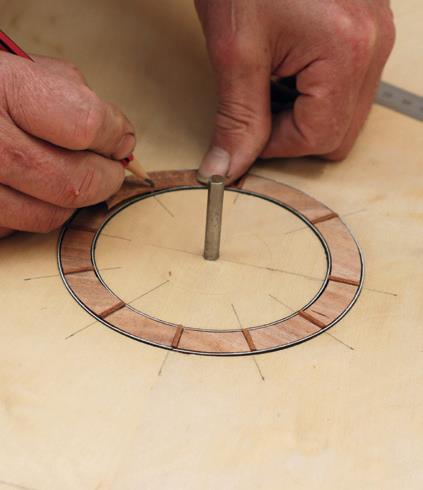
Soundboard
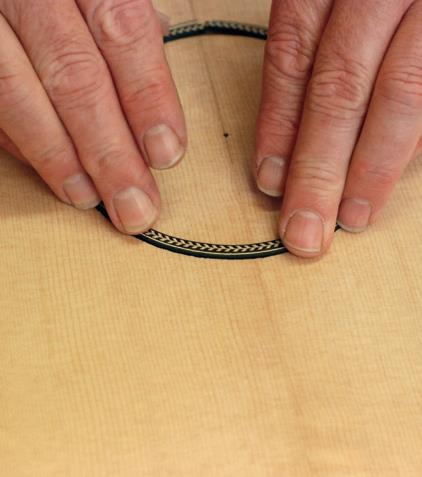
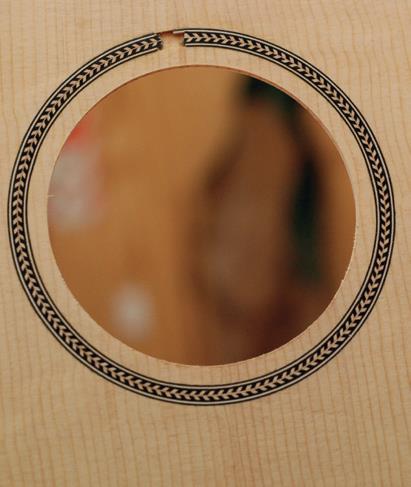
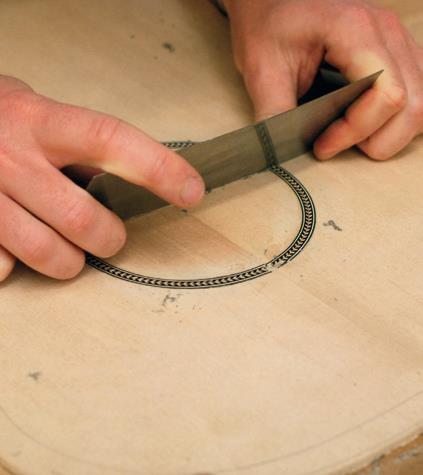
After joining, the outside face of the soundboard is smoothed using the thickness sander, taking care to remove only the minimum of material. Draw on the outline of the guitar using the template, and aligning on the centreline. Measure from the template where the centre of the soundhole will be and mark this on the top. A circle cutter with a small spike in the underside will allow accurate cutting of both the inside and outside diameter of the rosette channel to a depth of 1-1.5 mm. The channel width is cut so that the material used for the rosette, for example a strip of herringbone-pattern purfling, is a snug fit otherwise glue lines will show around the edge of the rosette. The waste between the cuts is chiselled out using a narrow chisel and a small router plane. The herringbone strip can be bent to suit using the side-bending iron. Once a good fit has been achieved, glue is applied to the channel and the rosette pushed down into this. The top surface of the rosette should be slightly proud of the soundboard, and once the glue has dried it is scraped/sanded flush with the soundboard. The soundboard is trimmed on the bandsaw to 5 mm outside the outline of the guitar then it is thicknessed from the reverse side to the rosette. Top thicknessing is critical to the finished sound of the instrument, and will vary depending on wood used, and how stiff that particular piece of wood is. Sitka spruce is normally thicknessed down to somewhere between 2.6 and 3.0 mm. Once thicknessed, the soundhole can be cut out from the rosette side using a circle cutter. Leave a margin of about 5 mm between the inner edge of the rosette and the soundhole. The soundboard is now too thin to take the tension of the strings without collapsing, so has to be selectively reinforced with braces. The way these are glued on and shaped will influence not only the structural stability of the guitar soundboard but also the sound.
Mark the layout of the bracing on the underside of the soundboard. All the bracing is sawn from spruce or similar so that is quarter-sawn (grain runs vertical to the soundboard for maximum stiffness). The two large braces that make up the X brace will take the bulk of the load and are 18 mm high by 8 mm wide, the two lower braces are called harmonic bars and are smaller (12 mm high, 6 mm wide), the two short braces either side to the outside of the X brace are called finger bars (6 mm x 6 mm). There is also a bridge plate that sits between the X braces and the harmonic bars which is made from 3 mm thick hardwood (maple, rosewood, walnut) and an additional large brace (14 mm high x 12 mm wide) that runs crosswise above the soundhole with two small braces supporting the sides of the soundhole (6 mm x 6 mm). Similar to the back braces which had an arch of 4 mm planed into them, the X braces and the harmonic bars for the top have an arch of 3 mm planed on one surface in order to induce some doming to the soundboard. The larger cross-brace above the soundhole is arched by only 2 mm and it has a U-shaped hole cut into it on the centreline through which an Allen key can be inserted to adjust the truss rod. Cut a half lap joint in each X brace where they cross over, so that they can be notched into each other and so that the arched surface will be the gluing surface to the soundboard. It is best to glue on the struts on a low humidity day. It is easiest to glue the braces on using the vacuum bag in stages, normally the X brace assembly first, along with the bridge plate, then the two harmonic bars. Once these are glued on, the smaller braces can be clamped using small woodworking clamps, as they can be reached through the soundhole or from the edge of the soundboard.


1: Finished soundboard 2: Cutting notches to house back braces
The braces are now shaped using chisels, spokeshaves, small planes and sandpaper to remove some of their weight while maintaining stiffness. The top cross brace is typically rounded, and the end scalloped down to 3 mm to notch into the linings, the X braces are slightly rounded around the central join, but scalloped down to 3 mm at their ends either side of the soundhole. Below the soundhole there are numerous options, from running a long taper out to the ends which are left 3 mm high, or removing more material to produce a double scallop. There is a compromise between strength and soundboard flexibility and it generally better to not be too aggressive in removing material until some experience has been gained. None of the other braces are notched into the linings and these can be tapered down to nothing about 10 mm short of where the lining starts. It is interesting to tap the bridgeplate and hear the difference in sound as the braces are shaped.
Gluing sound board
Place the soundboard onto the guitar body, line it up on the centreline, and ensure that is placed accurately longitudinally (measure from the soundhole edge), mark where the X brace ends fall on the sides, and also the ends of the large top cross strut, and remove notches from the body with a coping saw to house these. Once the top sits down onto the linings all the way around, glue the top on in a similar way to the back, using plywood pads as clamping cauls on the top.
Once dry, the clamps are removed and the overhang of the top and back are removed using a spokeshave or block plane. It is also possible to use a router with a flush cutting bit.




1: Back glued on while sides in mould 2: Back glued on showing struts notched into linings
3: Checking notches for top bracing allow top to sit down on sides 4: Gluing on top
Where the sides meet at the tail of the guitar, it is customary to cut a recess and glue in a wedge-shaped piece of wood to match the intended bindings. The wedge tapers from 10 mm to 20 mm, with the wide end at the soundboard. The guitar can be held upright in a foam-padded vice and a small steel ruler can be stuck to the end of the guitar to serve as a guide for a marking knife or a razor saw to cut and chisel this wedge-shaped piece out of the tail to a depth of about 1 mm. Take care to avoid cutting too deeply into the end of the soundboard or the back. The wedge is dry-fitted to ensure a tight join and then glued in with a weight placed on top. The wedge can be made over-length as it is trimmed back later when binding ledges are cut.
We next cut a ledge all the way around the back and the soundboard side of the guitar to enable gluing on a hardwood binding. This helps seal the end-grain of the soundboard and back and is also aesthetically pleasing. The binding wood is chosen to create a pleasing contrast with the back and side wood e.g. dark rosewood against a mahogany body or light maple against a rosewood body. Each piece of binding covers quarter of the guitar’s outline, so that they meet on the centreline at the heel and the tailblock. A small router or laminate trimmer is used to rout the ledge 7 mm deep and 2 mm wide, using a custom-made guide. This allows you to control the depth and width of the ledge. It has a long guide that bears against the side of the guitar so that the ledge is routed vertically, rather than following the contours of the top or back.
Because this small router’s guide bears on the side of the guitar, the guitar sides must be scraped/sanded all the way around. This also removes all glue blobs, hollows and bumps that will affect how it runs. Decorative strips called purflings can also be inlaid inside the bindings. Something as simple as a strip of black/white between the soundboard and the binding can really make the top stand out. Obviously, if these are used, the router has to be adjusted for the greater ledge width.

Showing binding ledges cut, binding pair ready to trim
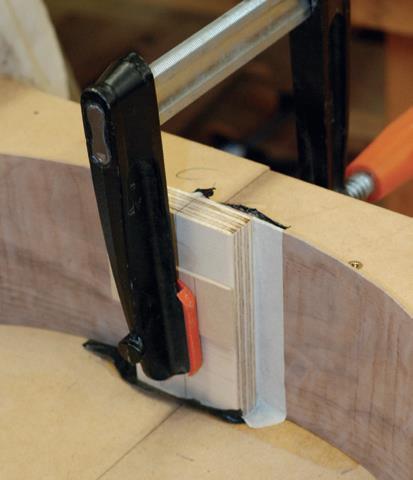
Bindings
Bindings/purflings are made slightly taller than the ledge at 8 mm by 2 mm, and slightly overlength for each half of the side, and bent on the hot iron. A baseboard of thick MDF is made to the outline of the guitar and screws driven into the edge every 30 mm or so. Foam or bubble wrap is used under the perimeter of the guitar to avoid crushing the dome of the top or back when tension is pulled onto the string that holds the binding on. Dry-fit one section of binding on the soundboard side while using cardboard to protect the unbound side of the guitar from dents due to the string.
Mark the centreline of the guitar on the binding at each end then remove the binding from the guitar and trim it to length. Apply glue to the binding ledge and glue on the binding, using the wraps of string, starting from the centre of the tailblock, working your way up the guitar. Once the glue is dry, remove the string and dry-fit the binding for the other side. Trim to butt up against the other binding, then glue on. Repeat for the back bindings.
Use a cabinet scraper/sandpaper to clean up glue squeeze-out and to scrape the binding height down to the guitar body. The bindings will also need scraping around the sides to tidy up the join with the body. Take care not to remove too much thickness in the bindings when doing this. Finish-sand the body with 180/320/400 grit abrasive paper.


1: Test fit for binding 2: Cabinet scraper scraping down bindings
Neck
A neck blank is prepared from quarter-sawn stable timber to 30 mm thick, 820 mm long and 60 mm wide. From one end, remove 200 mm. This will be cut into shorter lengths and stacked up to build up thickness to make the heel. Thickness the remaining blank down to 25 mm. The head of the guitar tilts back from the neck at an angle of approximately 10 degrees. This change in angle occurs just behind the nut and is accomplished by making a scarf joint. Square a line around the neck blank 75 mm from the head end. Using a bevel gauge set to 10 degrees, mark a line which will indicate the angle for cutting. Cut using a handsaw, bandsaw or a jig on a table saw.
You will now have a short and a long piece of wood with a long taper at one end. Flip the shorter piece over, and place it on top of the longer one so that the angle runs as one surface. It will be rough-sawn and needs planing smooth. Ensure that only the minimum of material is removed and that the planed surface remains square to the sides of the neck.
When the wood is smooth, the pieces are aligned so that the planed surface of the head piece contacts the underside of the longer piece. Slide the head piece along until the combined thickness of the head/neck tapered pieces is 14 mm and mark across the join with a pencil. Glue together.There will be a large amount of excess thickness at the top end of the head piece. This can be removed by plane until the head is a constant thickness of 14 mm.


1: Tail wedge trimmed to binding wedge height 2: String clamps binding into binding ledges while gluing
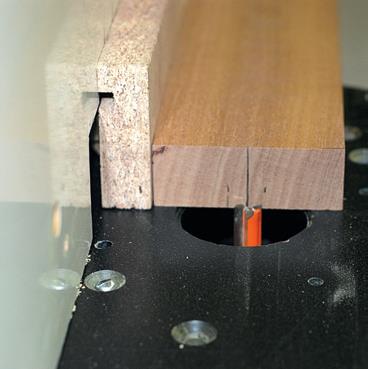
Truss rod
A slot is now routed along the length of the centreline of the neck on the fingerboard side. This is because the neck is reinforced internally with a metal rod called a truss rod. This has a threaded end which can be tightened to induce a curve in the neck to counteract the pull of the strings. In an acoustic guitar, truss rods are often placed so that they can be adjusted via the soundhole with an Allen key. The rod is glued into a slot that is routed into the neck and after the fingerboard is glued on is invisible. Truss rod dimensions can vary so measure width and depth that the slot will need to be before routing on a router table. The aim is for a snug fit of the rod into the neck so that it sits just below the surface of the wood.
The length of the slot is routed so that the adjuster on the truss rod will sit 5 mm approx above the large cross-strut at the top of the soundboard. Square a line across the neck where the change of angle for the head occurs and square this around the neck. This line is where the back of the nut will sit. The head is too narrow so the scarf join needs reinforcing on the sides. Glue a 10 mm wide strip of wood to either side of the head, and when dry plane down to match the already planed surface. A 2 mm head veneer is glued on to the head surface to strengthen the scarf join and also to proved support for the back of the nut. Use numerous clamps and a thick clamping caul to ensure it is glued on flat.
Ensure that the nut end of the veneer extends 2-3 mm beyond the pencil line that was squared around the neck to define the back of the nut. This is because the nut sits flat on the neck. The change of angle for the head occurs immediately behind it. Therefore where the nut sits against the head veneer, the veneer has to be trimmed so that the edge is square to the neck both vertically and across the neck. This is best accomplished with a shoulder plane.
This edge now becomes a reference point for marking out the rest of the neck. Measure and mark out 5 mm from this edge. This will be where the fingerboard starts at the front of the nut, also called the zero fret position. Measure from here to the 19th fret position. This defines the end of the tenon that will engage with the mortise in the heel block and supports the underside of the fingerboard. Cut off the excess length. Also mark on the neck surface the width of the fingerboard from the nut to the 19th fret position. Using a scale length/fret spacing chart from a set of plans measure from here to the 14th fret position. This is where the neck joins the body. Square a line around the neck.





1: Setting up router for truss rod 2: Gluing on reinforcing wings 3: Gluing on head veneer
4: Spokeshave in action 5: Planing tapers into sides of heel 6: Sanding head down to correct thickness
Heel block
The offcut that was removed from the neck blank is cut into three shorter lengths of 60 mm. The combined depth of these blocks plus the neck blank thickness should be the same, or slightly more than, the body depth at the heel. The blocks are stacked on top of each other and glued to the underside of the neck blank at the 14th fret line. The end closest to the body extends 5 mm beyond the 14th fret line. This will allow a small amount of material that can be trimmed to a flush fit when the neck body join is finalised.
Roughing out heel
The neck area at the heel is roughly shaped to within a couple of mm of final shape. The final thickness of the neck plus fingerboard at the 12th fret is 22 mm. The fingerboard thickness will be 6 mm, so mark on the sides of the neck at the 12th fret 22 mm-6 mm=16 mm. Draw a curve from here up the sides of the heel block so that approximately 22 to 25 mm of heel remains towards the head side of the 14 fret line. Bandsaw the excess off.
Also, bandsaw off the excess material outside the lines defining the width of the fingerboard. Leave about 1 mm surplus on each side. The heel is tapered in width from the neck to its far end by approximately 5-10 mm each side. This taper is marked and the sides of the heel planed to this line. The tenon joint is marked next to a width of 50 mm about the centreline and the extra width trimmed off. Mark a corresponding width and length on the body where the tenon will fit into the top of the heel block and use a razor saw and chisel to remove the waste from the mortise.
Trim the mortise so that the tenon is a snug fit for width. It is important that the neck centreline is in perfect alignment with the body centreline. Do not make the mortise the full depth of the tenon yet; leave 5 mm as this will be adjusted when the tilt back of the neck angle has been worked out.

Head shaped and drilled for tuners


1: Showing scarf joint planed, reinforcing wings on and truss rod slot 2: Gluing on heel cap
Neck angle
The neck is tilted back slightly to accommodate the curve in the soundboard and to give the correct working height of the strings over the frets and at the bridge. A check: when
- the top surface of the neck is flush with the soundboard at the neck/body join; and
- a straight edge is placed along the top surface of the neck extending over the soundboard;
- there should be 4 mm clearance between the bottom of the straight edge and the soundboard at the point where the saddle sits.We haven’t trimmed the mortise/tenon joint flush yet because the base of the mortise will need to be trimmed to a corresponding angle. We need to take this into account by adding the height that the neck sticks out of the mortise at the neck body join e.g. if the neck sits 5 mm proud then the height above the soundboard at the saddle should be 9 mm, taking into account the 4 mm clearance. Place the neck in the mortise and adjust its tilt until the correct height is achieved. Take a bevel gauge and place the body of the bevel gauge on the neck top and the sliding bevel against the body at the same angle as the tapered side of the heel. Tighten the bevel gauge.
Check on the other side of the heel that this angle matches—it should. Remove the neck and place it side-up in a vice. Then use the bevel gauge at the 14th fret mark and score the angle down both sides of the heel block with a marking knife. Use a fine saw to cut down to the edges of the tenon just on the body side of the scored line and remove the waste with a wide chisel. Pare back to the knife line with a sharp chisel, and remove the excess wood on the face of the heel that contacts the body to allow this surface to meet the guitar. It should now be a close fit to the body and give the correct neck angle. Now trim the base of the mortise in the body to lower the neck until it is flush with the soundboard.
Double-check the neck angle height and centreline and the fit of the heel to the body. Using a spur point drill bit from the inside of the guitar, mark on the inside face of the heel the position of the heel block bolt holes. Drill and fit appropriate threaded inserts into the heel so that the neck can now be bolted on. Place the truss rod in the truss rod slot and ensure that the adjuster end of the truss rod fits under the soundboard without interference, if it doesn’t fit, the truss rod slot may have to be made slightly deeper with a chisel. Once it fits well, fasten it into the truss rod slot as recommended by the supplier; some truss rods are epoxied in, others are fixed in with silicone sealant.




1: Head with tuners fitted 2: Very wide chisel pares neck back to line 3: Starting to cut neck mortise 4: Assessing neck to body join
Head shaping
The head is thicknessed to suit the tuners being used. Generally this will fall in the range of 12-14 mm thick so that the threads on the tuner posts will engage from both sides. Remove material from the back of the head using a vertical fence set up on a bobbin sander. This also cleans up the back of the scarf joint on the neck.
Make a template out of thin card for the head shape with its baseline at the back of the nut and mark on it the tuner positions. If the head shape is symmetrical it is a good idea to make a half-template which can be rotated about the centreline. Use the template on the back of the head to draw the shape, and bandsaw and plane/sand it to its final shape.
Use a bradawl to mark the centres of the tuner holes, and use a brad point bit of appropriate size for the tuners being used (normally 10 mm). Use a drill press and support the other side of the head to avoid tearout when the bit breaks through.

Drilling holes for neck bolt threaded inserts


1: Neck test, doing up bolts through sunhole 2: Threaded inserts in heel
Fingerboard
The fingerboard is made from a hardwood such as Indian rosewood, ebony or maple. On a steel string guitar they normally have a slightly curved surface across the width—approximately 12 inch (304 mm) radius—and are tapered in length from the nut to the soundhole end. This can be altered to suit the players preferences but a good starting point is 44 mm wide at the nut and 58 mm wide at the 19th fret.
It is important that the slots cut for the frets are done accurately using a narrow-kerf fret slot saw. Pre-radiused and pre-slotted fingerboards can be bought from some of the luthiery supply companies. The fingerboard blank is thicknessed to 6 mm, with one reference side planed straight and one end squared off to this side. This will be the nut end and all measurements will be made from here. Now use a combination of plane and radiusing block with coarse sandpaper stuck to it with double-sided tape. Work along the length of the board until it is evenly radiused. The aim is to achieve a radius without creating any hollows along the length of the board. Draw a centreline and mark the width of the fingerboard about the centreline at each end. Use a ruler and a marking knife to define the edges of the fingerboard. While the fingerboard has a true, long edge parallel to the centreline and square to the zero-fret position, it is a good time to mark out where the fret slots are. Use double-sided tape to stick a steel ruler to the fingerboard so that one edge is on the centreline and the zero end of the ruler is aligned exactly with the zero fret end of the fingerboard blank.
For the measurement of fret slots from the zero position, a good online calculator can be found at http://www.stewmac. com/FretCalculator. Use the end of a cabinet scraper against the side of the ruler to align the ruler measurement and fret position. Make a small and precise mark on the fingerboard centreline for each fret; use a marking knife against the end of the cabinet scraper. Once all frets are marked, remove the ruler and use a square against the planed side of the fingerboard to carry the marks all the way across the fingerboard with a marking knife. Use the fret slotting saw and jig to cut fret slots in these positions. Once this is done, plane away the excess fingerboard width to the lines marked earlier.

Mitre box and fret saw cutting frets
Dots
Position dots are inlaid into the fingerboard between the 2nd and 3rd, 4th/5th, 6th/7th, 8th/9th, 11th/12th, 14th/15th, 16th/17th and 18th/19th frets. It is usual to inlay a slightly different pattern in the 11th/12th fret position, often two dots rather than one. To accurately find the centre between the frets for the position dot, draw diagonals between the ends of the fret slots flanking where the dot is going to go, then use a bradawl to make a start guide for a brad point drill bit and drill to a suitable depth for the inlay being used (usually about 1.5 mm). The dot can be dry-fitted and then fixed in place by running superglue around the edge. When the glue is dry, sand the dots flush to the fingerboard surface. Smaller position dots are also used in the edge of the fingerboard facing the player, and these are inlaid in a similar way.
Frets
Fret wire has a tang underneath that, force-fitted into the fret slots, holds the fret in. The fret wire should be curved to a slightly tighter radius than the fingerboard it is going into. First, clear the fret slots of dust (we use a craft knife blade). Place the fingerboard on a solid heavy surface and align a piece of fretwire so that one end just sticks out over the edge of the fingerboard. Tap one end, then the other, into the fret slot using a nylon-faced hammer.
Finish hammering the fret down into the slot after sniping the wire off the roll. Hammer in the middle last, otherwise the ends tend to pop up and are difficult to seat properly. Repeat until all frets are in, then use flush-cut nippers to trim off the excess length. File the fret ends flush with the fingerboard; they will be sanded with the sides of the fingerboard when the fingerboard is glued onto the neck.

Rosewood fingerboard and dots positioned and sanded


1: Hammering in frets 2: Overlength fingerboard with test drill depths for dots
Fingerboard glued on
Use a long, thick (20 mm-plus) clamping caul the same shape as the fingerboard, and that has been flattened along its length. This flat surface then needs to be made concave so it bears down on the frets in the radiused fingerboard with even pressure. Glue the fingerboard on. Use a 5 mm-wide spacer as a temporary nut to get the spacing correct. Once the glue has grabbed and the fingerboard is clamped on, remove this and clean glue squeeze-out from the nut slot.
Leave space between the clamping caul and the temporary nut so that a small clamp can be used to glue this top part of the fingerboard down between the zero fret and the first fret. Ensure that the fingerboard is in the correct position relative to the lines marked earlier on the neck. Clean up glue squeeze-out around the neck tenon while it is wet.
Neck shaping
Necks can be shaped to suit the individual player. It can be helpful to have a favourite neck profile to copy from, but if not there are some general guidelines to arrive at a neck shape that feels comfortable to play. Neck thickness is measured from the top surface of the fingerboard, not including fret thickness. At the first fret, it is usually 20-21 mm, and at the 12th fret is 22-23 mm. Mark these thicknesses on the side of the neck blank and cut or chisel a notch out to this depth to give a reference. Then using rasps and /or spokeshaves, bring the neck down to an even taper between these two points. The neck profile is now rounded using spokeshaves, rasps, cabinet scraper and sandpaper until it is the correct profile all the way along. Check that any shaping that is done is even all the way along the neck i.e. no dips or bumps and that the profile and taper are blended nicely into the heel and the head. Finish off by fairing the edges of the neck back to the sides of the fingerboard and sand all over down to 400 grit.

Fret polishing
Heel cap
Normally, a wooden cap is glued on to the end of the heel, and is usually the same timber as the back and sides. Bolt the neck on to the guitar body and decide on the height of the heel cap. It could be flush with the back or stepped down so that the heel finishes in line with the bottom of the binding and the cap is above that.
Once you decide, mark the heel and trim it to height. Note that it is more visually pleasing to trim the heel so that the gluing surface for the cap is at the same angle as the back curve, rather than square. Place the neck back on the guitar and mark around the top of the heel on to the cap piece and trim the cap slightly oversize. It is important to make the cap join tightly to the body, so take time to shape this join accurately.
Loosen off the neck bolts and slide a piece of plastic wrap between the heel and the body. This will prevent you from gluing the cap piece to the body. Apply glue to the cap piece and glue it onto the heel, making sure to push it tightly against the body to avoid any gaps. Once it is dry, trim back the cap and sand to fair it into the heel, then rebolt the neck to the body.
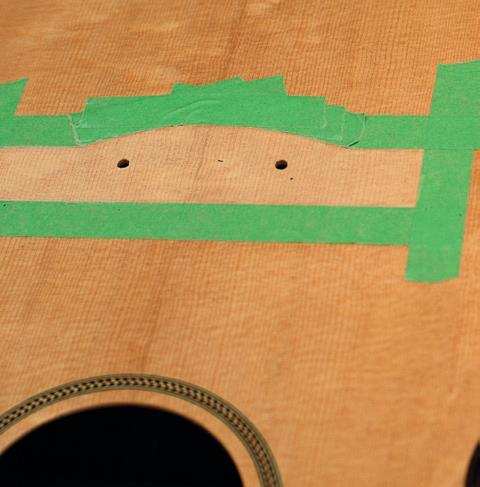
Soundboard masked
Bridge
It is usual to make the bridge from the same timber as the fingerboard. Dimension a piece of hardwood to 150 mm long x 40 mm wide and thickness it to 9 mm. You need to rout a slot 3.2 mm wide in the bridge to accommodate the bone saddle. The slot—6 mm deep and 70 mm long— is centred on the bridge but angled slightly closer to the front edge of the bridge on the treble side (5 mm from slot edge to bridge front) than on the bass side (8 mm). The reason is to give extra scale length compensation for the thicker bass strings, otherwise they will tend to sound sharp when fretted higher up the fingerboard. Rout the slot using a straight-edge guide that also holds the bridge down while routing.
The bridge is marked for drilling holes to hold the bridge pins. These are spaced equally and spacing is dependent on the neck width on the plans, as they will determine how far apart the strings sit from each other and the overall span of the strings. The centres of the bridge pin holes are 22 mm back from the front edge of the bridge. They are marked with a bradawl and drilled with a 4.5 mm brad point bit. These will be opened out later with a tapered reamer once the bridge is glued on to the guitar.
The overall shape of the bridge is cut out with a bandsaw and shaped on a bobbin sander. The wings or outer ends of the bridge are tapered down to approximately 3 mm high. The flat underside of the bridge has to be shaped to the same dome as the soundboard. Either use a cabinet scraper or lay sandpaper face upwards on the sound board and move the bridge over it to sand off the high spots.


1: Placing bridge in correct position 2: Hot hide glue application
Gluing the bridge
There are several points to consider to ensure that the bridge is glued on to the soundboard in the correct place.
- The neck should be accurate to the centreline of the body. If not, this has to be adjusted otherwise the strings will run off the edge of the neck on one side.
- The bridge has to sit the right distance from the nut, determined by the scale length (distance between the nut and the saddle) used for the guitar. A small amount of extra distance (approximately 2 mm) is usually incorporated into this measurement to avoid the strings playing sharp when they are fretted.
- The bridge should sit square to the centreline of the body.
Once the correct bridge position has been found, use some low-tack masking tape to define where it should sit and drill (4.5 mm) through the two outer bridge pin holes all the way through the soundboard and bridge plate underneath. Two bolts through these holes will help to hold and clamp the bridge to the guitar while you are gluing. Use an additional clamping caul the length of the bridge and place packing pieces on each end to bear down on the ends of the bridge while maintaining sufficient height in the middle to clear the bolt heads when the bridge is clamped.
The bridge is glued on using hot hide glue, chosen because of its good bond strength, lack of creep, excellent acoustic properties and reversibility. The area where the bridge is to go and the underside of the bridge are warmed under an infrared lamp. The hot hide glue is brushed generously onto both surfaces and the bridge is then bolted into position. A long soundhole clamp is used on the caul to bring pressure onto the wings of the guitar. Excess glue is cleaned up using a cloth dampened with hot water.
Leave it for 24 hours to dry thoroughly then remove the clamp and bolts and drill the rest of the bridge pin holes. The bridge pins are tapered and a reamer with a corresponding taper is used to open out the holes until the pins sit evenly.



1: Slots marked in bone nut 2: Nut being set up for strings. Special nut slotting file used
3: Stringing from bridge
String slots
The nut and the saddle are both made from bone. They are thicknessed to width then trimmed to length using a stationary belt sander. At this stage they will both be over-height.
The nut is shaped to match the radius of the fingerboard but should be about 2.5 mm higher than the surface of the fingerboard at the zero fret. Cut into the surface of the nut to hold the strings are spaced so that the two outer strings sit inboard of the fingerboard edge by 3 mm. The others are then spaced to give equal distances between the strings. Note that because the strings get thicker from treble to bass. If they are spaced so that the centres are equidistant, the bass string spacing becomes closer than the trebles.
The slots in the nut are started with a razor saw then opened up to the correct width with small files. The depth of each slot should allow the string to have 0.3-0.5 mm clearance over the first fret when the string is pressed down at the third fret. The saddle is also shaped so that the top surface corresponds to the radius of the fingerboard. More compensation is added to certain strings by filing ramps into the top surface of the saddle. The thinnest E string goes over the saddle towards the front edge, the next string (B) goes over the top of the saddle towards the back edge, then the next four strings go over the top edge progressively from the front to the back of the saddle.
Fasten the tuners into the head of the guitar and string up the guitar. Check the string height at the twelfth fret by measuring from the top of the fret to the underside of the string. It should be 1.5 mm for the thinnest E and 2 mm for the bottom E. To achieve this, the saddle may have to be removed from the bridge and material removed from the bottom of it until the strings are the correct height. The guitar is now playable but the frets need dressing to ensure there are no high ones to cause buzzing. Use a steel ruler along the frets to determine which frets are high and mark them with a permanent marker.
Use a diamond stone that you know is flat and grind down the high frets by running the diamond stone along the top of the frets. Maintain the radius of the fretboard. Once all the high spots have been ground down, mask off between the frets and use 600 grit wet and dry paper, followed by 1000 grit, then 000 steel wool to polish the grinding marks away. Oil the fingerboard with Lem oil or similar fingerboard conditioning oil.

French polishing
Finishing
There are some points to consider when finishing a guitar which should be treated differently from a piece of furniture. The finish on the soundboard should be thin and light in weight to avoid dampening down the responsiveness of the guitar while the finish on the neck should be hard-wearing and non-tacky to the touch. The many possible finishing options for a guitar are beyond the scope of this article. However, relatively simple finishes that can be applied by hand in the home workshop are French polish, Tru oil (gunstock oil) or brushed-on or wiped-on varnish finishes. Sprayed-on finishes such as nitrocellulose lacquer can also be used.


Written by Robert Bentley
Robert Bentley built his first guitar 14 years ago. In addition to tutoring the guitar building courses at the Centre for Fine Woodworking for the last three years, he makes high quality commissioned instruments, and also carries out guitar repairs and adjustments. He also makes steel strung acoustic instruments, generally smaller bodied guitars (OM and parlour size) and electric guitars. His instruments are played in various countries (Perth, Australia – Flamenco Fire; UK – Eschar; NZ – Rough Cut).
